
Alumínium forrasztása: részletes útmutató a sikeres kötéshez
Miért olyan nehéz az alumíniumot forrasztani?
Az alumínium forrasztása egyike azoknak a műhelyfeladatoknak, amelyek komoly fejtörést okozhatnak még a tapasztalt barkácsolóknak is. Míg a réz vagy az acél forrasztása viszonylag egyszerű folyamat, az alumínium több egyedi tulajdonsága miatt is különleges bánásmódot igényel. A siker kulcsa ezen tulajdonságok megértése és a megfelelő technika alkalmazása.
A legnagyobb kihívást az alumínium-oxid réteg jelenti. Az alumínium rendkívül reaktív fém, amely a levegő oxigénjével érintkezve másodpercek alatt egy vékony, de rendkívül kemény és kémiailag stabil oxidréteget (Al₂O₃) képez a felületén. Ennek az oxidrétegnek az olvadáspontja jóval 2000 °C felett van, míg maga az alumínium már 660 °C körül megolvad. A hagyományos forraszanyagok képtelenek áthatolni ezen a védőrétegen, így a forrasztás nem tud „nedvesíteni”, azaz kötést létesíteni az alapfémmel.
A másik nehezítő tényező az alumínium kiváló hővezető képessége. Ez a tulajdonság a gyakorlatban azt jelenti, hogy a fém rendkívül gyorsan elvezeti a hőt a forrasztás helyéről, szétoszlatva azt a munkadarab teljes felületén. Emiatt egy alacsony teljesítményű forrasztópáka egyszerűen nem képes elegendő hőt koncentrálni egy pontba ahhoz, hogy elérje a forrasztáshoz szükséges hőmérsékletet. A forrasztás így vagy egyáltalán nem olvad meg, vagy „hideg kötés” jön létre, ami gyenge és megbízhatatlan.
A sikeres forrasztáshoz szükséges eszközök és anyagok
Mivel a hagyományos módszerek kudarcot vallanak, speciális felszerelésre van szükség az alumínium hatékony forrasztásához. Ezek beszerzése elengedhetetlen a tartós kötés eléréséhez.
Speciális forraszanyag és folyasztószer
A legfontosabb elem a kifejezetten alumíniumhoz fejlesztett forraszanyag. Ezek általában cink-alumínium vagy cink-ón ötvözetek, amelyek alacsonyabb olvadásponttal rendelkeznek, mint maga az alumínium, és képesek kémiai kötést létrehozni vele. Felejtsük el a hagyományos ólom-ón forraszanyagokat, azok itt teljesen hatástalanok.
Hasonlóan kritikus a megfelelő folyasztószer (flux). Az alumíniumhoz való folyasztószer rendkívül agresszív kémiai anyag, amelynek egyetlen feladata, hogy a forrasztás pillanatában kémiailag feloldja és eltávolítsa a makacs oxidréteget, lehetővé téve a forraszanyagnak a tiszta fémfelülettel való érintkezést. Fontos tudni, hogy ezek a folyasztószerek erősen korrozívak, ezért a munka végeztével maradéktalanul el kell távolítani őket.
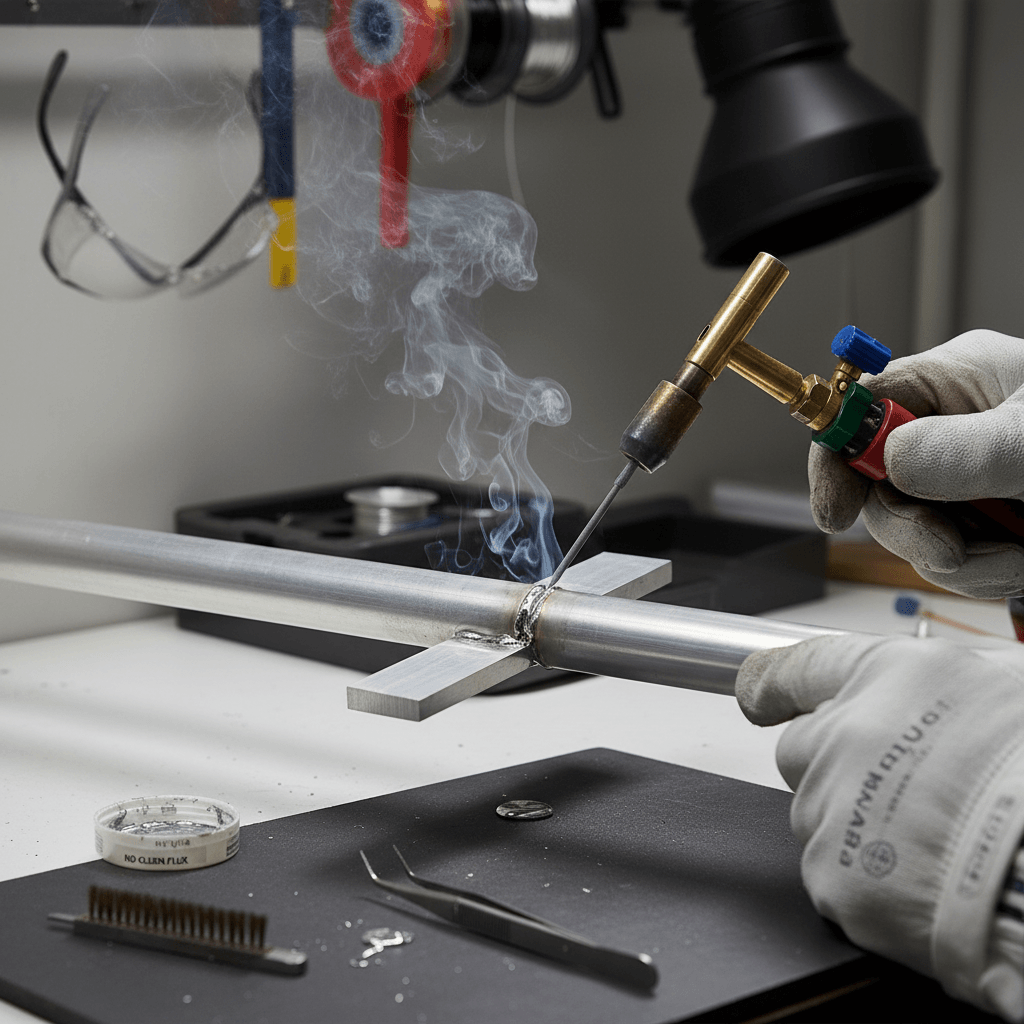
Megfelelő hőforrás
Az alumínium hőelvezetése miatt erős hőforrásra van szükség. Egy 40-60 wattos hobbi forrasztópáka itt kevés lesz. Minimum 100 wattos vagy annál nagyobb teljesítményű forrasztópákára, vagy még inkább egy kisebb gázforrasztóra (propán-bután fáklya) van szükség. A lánggal való melegítés különösen hatékony nagyobb darabok esetén, mert gyorsan és nagy felületen képes hőt közölni.
Tisztító és biztonsági felszerelések
A mechanikai tisztítás kulcsfontosságú, ezért az alábbiakra lesz szükségünk:
- Rozsdamentes acél drótkefe: Csak rozsdamentes acél kefét használjunk, mert a hagyományos acélkefe apró vasrészecskéket hagyhat a felületen, amelyek később korróziót okoznak.
- Csiszolópapír vagy dörzsszivacs.
- Védőszemüveg: A fröccsenő, forró folyasztószer súlyos szemsérülést okozhat.
- Hőálló kesztyű.
- Jól szellőző munkaterület: A folyasztószer gőzei irritálóak lehetnek.
Az alumínium forrasztás lépésről lépésre
Ha minden eszköz és anyag rendelkezésre áll, következhet a gondos és precíz munkafolyamat.
1. lépés: A felület mechanikai tisztítása
A legelső és legfontosabb lépés a forrasztandó felületek alapos, agresszív megtisztítása. A rozsdamentes acél drótkefével erőteljesen dörzsöljük át a területet, hogy fizikailag feltörjük és eltávolítsuk az oxidréteget. A cél egy fémtiszta, csillogó felület elérése. Ne feledjük, az oxidréteg másodpercek alatt újraépül, ezért ennek a lépésnek közvetlenül a forrasztás előtt kell megtörténnie.
2. lépés: A folyasztószer azonnali felvitele
Amint végeztünk a keféléssel, azonnal vigyük fel a speciális folyasztószert a tiszta felületre. Ez megakadályozza az újraoxidálódást és előkészíti a terepet a forraszanyagnak. Vigyázzunk, a folyasztószer maró hatású!
3. lépés: A munkadarab melegítése
Ez a folyamat legkritikusabb része. A leggyakoribb hiba, ha a forrasztópákával vagy lánggal közvetlenül a forraszanyagot próbáljuk megolvasztani.
A helyes technika az, hogy a munkadarabot melegítjük a forrasztási pont mellett, és hagyjuk, hogy a felhevült alumínium olvassza meg a hozzáérintett forraszanyagot.
A hőforrást mozgassuk a forrasztási terület körül, hogy egyenletesen melegedjen fel. A megfelelő hőmérsékletet akkor értük el, amikor a munkadarabhoz érintett forraszanyag pálca sercegve, magától megolvad és szétterül.
4. lépés: A forraszanyag felvitele és a kötés létrehozása
Amikor a fém elég forró, érintsük a forraszanyagot a kötéshez. Az olvadt forraszanyagot a folyasztószer a kapilláris hatás révén be fogja húzni a legkisebb résekbe is. A drótkefével vagy egy rozsdamentes acél kaparóval segíthetjük a forraszanyag elterülését és a maradék oxid feltörését a forró folyasztószer alatt.
5. lépés: Hűlés és a maradékok eltávolítása
Hagyjuk a munkadarabot természetes úton, levegőn kihűlni. Ne siettessük a folyamatot vízzel, mert a hirtelen hősokk feszültséget kelthet az anyagban és megrepesztheti a kötést. Miután teljesen kihűlt, következik egy elengedhetetlen lépés: a korrozív folyasztószer-maradványok maradéktalan eltávolítása. Ezt meleg, szappanos vízzel és egy kefével (lehet nylon is) végezzük el alaposan, majd öblítsük le tiszta vízzel és szárítsuk meg a darabot.
Gyakori hibák és profi tippek
- Hiba: Nem elegendő tisztítás. Ha a forraszanyag golyóvá ugrik össze és nem terül szét, az oxidréteg még jelen van.
- Hiba: Túl alacsony hőmérséklet. Ha a páka vagy a láng gyenge, az alumínium elvezeti a hőt, és nem jön létre a kötés.
- Hiba: A folyasztószer-maradékok elhagyása. Ez heteken vagy hónapokon belül súlyos korrózióhoz vezet a kötés körül.
- Profi tipp: Mindig teszteljük a technikát egy darab felesleges alumíniumon, mielőtt az éles munkadarabon dolgoznánk.
- Profi tipp: Nagyobb, vastagabb darabok esetén érdemes az egész munkadarabot előmelegíteni egy hőlégfúvóval vagy a sütőben (kb. 150-200°C-ra), hogy a forrasztópáka könnyebben elérje a célhőmérsékletet.
Hozzászólások (0)
Jelentkezz be, hogy hozzászólhass!
BejelentkezésMég nincs hozzászólás.
Legyél az első, aki hozzászól!